Welche Schritte umfasst der Titanplattenwalzprozess (z. B. Vorwalzen, Warmwalzen, Kaltwalzen usw.)? Welche Art von Walzwerk wird verwendet? Wie lassen sich Walztemperatur und -reduzierung steuern, um eine gleichmäßige Mikrostruktur und Leistung des Blechs sicherzustellen?
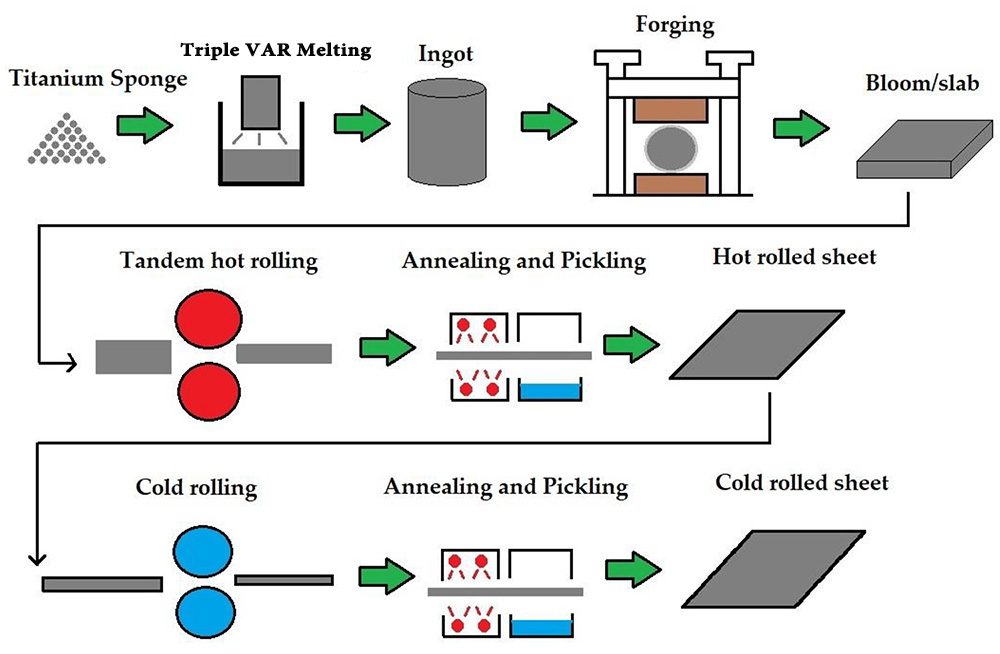
Das Walzen von Titan und Platten aus Titanlegierung ist ein komplexer Prozess, der Materialwissenschaft, mechanische Steuerung und Prozessoptimierung integriert. Der Prozessablauf kann in drei Kernphasen unterteilt werden: Vorwalzen, Warmwalzen und Kaltwalzen. Jede Stufe entspricht einer spezifischen Walzwerksausrüstung und Prozessparametern.
(1) Erste Rollphase
Beim Vorwalzen kommt üblicherweise ein Zweiwalzen-Reversierwalzwerk zum Einsatz. Seine Hauptaufgabe besteht darin, die säulenförmige Kristallstruktur des Titanlegierungsbarrens aufzubrechen und eine anfängliche plastische Verformung zu erreichen. In dieser Phase muss die Erhitzungstemperatur des Barrens streng kontrolliert werden (normalerweise 30–50 °C über dem β-Phasenbereich) und Gussfehler müssen durch mehrere Walzdurchgänge mit geringer Verformung beseitigt werden (Reduktion pro Durchgang ≤ 15 %). Changzhou Bokang Special Material Technology Co., Ltd. hat die Mikrostrukturgleichmäßigkeit der ersten Walzphase durch die Optimierung des Barrenhomogenisierungsprozesses und die Kombination numerischer Simulationen zur Vorhersage des Verformungswiderstands erheblich verbessert.
(2) Warmwalzstufe
Beim Warmwalzen wird ein irreversibles Vierwalzenwalzwerk oder ein Universalwalzwerk verwendet, um eine große Verformungsbearbeitung im α β-Zweiphasenbereich durchzuführen. In dieser Phase werden die Körner durch dynamische Rekristallisation verfeinert und die endgültige Walztemperatur (normalerweise nicht weniger als 850 °C) muss kontrolliert werden, um die Plastizität des Materials sicherzustellen. Ein kastenförmiger Heizofen wird in Verbindung mit einem Induktionsheizungskompensationssystem verwendet, um eine Temperaturgenauigkeit von ±10℃ zu erreichen. Die Verteilung der Warmwalzstichreduzierung folgt dem „Pyramidenprinzip“, d. h. in den ersten paar Stichen erfolgt eine Reduzierung von 20–25 % und in den folgenden Stichen wird die Reduzierung allmählich auf 35–40 % erhöht, kombiniert mit einem schnellen Wasserkühlungsprozess zwischen den Stichen, um übermäßiges Kornwachstum wirksam zu vermeiden.
(3) Kaltwalzstufe
Das Kaltwalzen erfolgt auf einem Vier- oder Sechswalzen-Kaltwalzwerk, hauptsächlich um die Oberflächenqualität und Maßhaltigkeit des Blechs zu verbessern. Es ist notwendig, mehrere Durchgänge des Walzens mit geringer Verformung (Reduzierung in einem Durchgang ≤ 10 %) in Kombination mit einem Zwischenglühprozess zu verwenden, und die kumulative Verformung kann mehr als 80 % erreichen. Changzhou Bokang hat die Genauigkeit der Plattenformkontrolle durch die Einführung der Roller-Cross-Technologie auf ±5 μm erhöht. Die Oberflächenrauheit der von ihm hergestellten Titanplatten in medizinischer Qualität beträgt Ra≤0,2 μm und erreicht damit den international führenden Wert.
Die Auswahl der Titanwalzausrüstung wirkt sich direkt auf die Qualität der endgültigen Platte aus und muss entsprechend den Materialeigenschaften ausgelegt werden:
(1) Auswahl des Walzwerktyps
Primärwalzwerk: Es wird ein geschlossenes Zweiwalzen-Umkehrwalzwerk verwendet, das mit einem hydraulischen AGC-System (automatische Dickenregelung) ausgestattet ist und dessen Walzendurchmesserverhältnis zwischen 1,8 und 2,2 gesteuert wird, um den Bisszustand zu optimieren
Warmwalzwerk: Es wird ein irreversibles Vierwalzenwalzwerk mit einem Arbeitswalzendurchmesser von 350–400 mm und einem Stützwalzendurchmesser von 1400–1600 mm verwendet, das mit einem Biegewalzensystem und einer Walzenverschiebungsvorrichtung ausgestattet ist, und die Genauigkeit der Plattenformkontrolle erreicht ±15I
Kaltwalzwerk: Es wird ein Sechswalzenwalzwerk mit kombiniertem UC/VC-Walzensystem verwendet, der axiale Verschiebungshub der Zwischenwalze beträgt ±150 mm, und ein Lasergeschwindigkeitsmesser und ein Dickenmessgerät werden verwendet, um eine Regelung im geschlossenen Regelkreis zu erreichen
(2) Materialoptimierung des Rollensystems
Die Arbeitswalze besteht aus einer Legierung auf Eisenbasis mit hohem Chromgehalt (Cr12MoV) und die Oberfläche ist mit einer CrN/Al2O3-Verbundbeschichtung mit einer Härte von mehr als HV1200 besprüht, die der Titananhaftung wirksam widersteht. Die Stützrolle verwendet die unendliche Schleudergusstechnologie aus gekühltem Gusseisen, und der Härtegradientenunterschied der Rollenoberfläche wird innerhalb von HS15 gesteuert, um die Stabilität der Rollenform sicherzustellen.
Eine genaue Kontrolle von Temperatur und Verformung ist der Schlüssel zur Gewährleistung der Gleichmäßigkeit der Struktur und Leistung der Titanplatte. Außerdem muss ein Multiparameter-Kopplungskontrollmodell erstellt werden.
(1) Temperaturkontrollsystem
Heizprozess: Es wird ein dreistufiges Heizsystem eingesetzt (Vorheizabschnitt 600–700 °C/Isolierabschnitt 850–950 °C/Heizabschnitt 900–980 °C) und ein Infrarot-Thermometer wird verwendet, um eine Echtzeit-Temperaturüberwachung zu erreichen
Temperaturregelung des Walzprozesses: In der Endwalzphase wird ein Walzensprühsystem (Genauigkeit der Wassermengenregelung ±0,5 l/min) verwendet, und ein Widerstandsheizungskompensationssystem wird verwendet, um die Temperaturschwankung des gewalzten Stücks innerhalb von ±20℃ zu kontrollieren
Endgültiges Walztemperaturmanagement: Die Temperaturfeldverteilung wird durch Finite-Elemente-Simulation vorhergesagt und ein Temperaturwartezeitmodell zwischen den Durchgängen wird erstellt, um die Temperatur des gewalzten Stücks sicherzustellen. Stellen Sie sicher, dass die endgültige Walztemperatur nicht weniger als 50 °C unter dem Phasenumwandlungspunkt liegt
(2) Algorithmus zur Optimierung der Reduzierung
Multi-Pass-Reduktionsverteilung: Basierend auf dem Materialverfestigungsmodell wird ein genetischer Algorithmus verwendet, um die Verteilung der Reduktion in jedem Durchgang zu optimieren, um sicherzustellen, dass die Verformung jedes Durchgangs „parabolisch“ ist.
Dynamische Reduzierungsanpassung: Die Walzkraft wird in Echtzeit durch ein Manometer überwacht, und der Fuzzy-PID-Steuerungsalgorithmus wird verwendet, um die Reduzierung automatisch anzupassen, um den Walzspaltsprung zu kompensieren (Kompensationsgenauigkeit ±0,02 mm).
Begrenzen Sie die Verformungskontrolle: Legen Sie ein kritisches Reduktionskriterium fest (ε_c=0,6σ_s/K), wobei K der Verhärtungskoeffizient der Materialverarbeitung ist. Stellen Sie sicher, dass die Reduktion in einem Durchgang 85 % des kritischen Werts nicht überschreitet
(3) Maßnahmen zur Gewährleistung der Einheitlichkeit der Struktur
Kontrolle der Korngröße: Steuern Sie den Volumenanteil der dynamischen Rekristallisation über den Z-Parameter (Z=ε·exp(Q/RT)) und halten Sie den Z-Wert zwischen 10 und 15, um gleichmäßige gleichachsige Körner zu erhalten
Texturoptimierung: Verwenden Sie das Kreuzwalzverfahren (drehen Sie die Platte pro Durchgang um 45°) in Kombination mit der asynchronen Walztechnologie (der Unterschied in der Liniengeschwindigkeit zwischen der oberen und unteren Walze beträgt 10–15 %), um die Textur der Grundoberfläche effektiv zu schwächen
Eigenspannungskontrolle: Durch den Zugspannungs-Druckspannungs-Wechselwalzprozess in Kombination mit einer Spannungsrelaxationsbehandlung während des Glühens wird die Eigenspannung innerhalb von ±20 MPa kontrolliert
Der Titanplattenwalzprozess erfordert den Aufbau eines umfassenden Qualitätskontrollnetzwerks. Changzhou Bokang hat die Systemzertifizierung nach ISO9001/ISO13485 bestanden und ein dreistufiges Qualitätskontrollsystem für „Rohstoffinspektion, Prozessüberwachung und Fertigproduktprüfung“ aufgebaut:
Online-Erkennung: Ausgestattet mit Plattenformmessgerät, Dickenmessgerät und Oberflächendetektor, um eine Online-Kontrolle der Dickentoleranz ±0,02 mm und der Plattenformtoleranz ±8I zu erreichen
Organisationserkennung: Mithilfe der EBSD-Technologie wird die Kornausrichtung analysiert, um sicherzustellen, dass die Korngröße ASTM Grade 8 ein Feinverhältnis von ≥90 % aufweist.
Leistungsnachweis: Die mechanischen Eigenschaften werden durch Zugversuch, Schlagversuch und Korrosionsversuch überprüft. Die Zugfestigkeit der Titanplatte in medizinischer Qualität beträgt ≥850 MPa und die Dehnung beträgt ≥18 %, was der Norm ASTM F136 entspricht
Zerstörungsfreie Prüfung: Ultraschall-Phased-Array-Technologie wird zur Erkennung interner Fehler eingesetzt, um eine 100-prozentige Erfolgsquote bei der Fehlererkennung sicherzustellen
Derzeit weist die Technologie zum Walzen von Titanplatten drei große Entwicklungstrends auf:
Intelligentes Walzen: Mithilfe der Digital-Twin-Technologie wird ein virtuelles Walzmodell erstellt, um eine Online-Optimierung der Prozessparameter zu erreichen.
Near-Net-Forming-Technologie: Entwicklung einer kontinuierlichen Walztechnologie für ultradünne Titanplatten, um eine kontinuierliche Produktion von ultradünnen Platten mit einer Dicke von 0,016 Zoll zu erreichen;
Umweltfreundliche Fertigungstechnologie: Die Elektroplastik-Walztechnologie (EPR) wird verwendet, um die Walztemperatur um 30–50 °C zu senken und den Energieverbrauch zu senken.
 Fragen Sie uns
Fragen Sie uns
 DE
DE
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体